

Reaching the PEEK in Additive Manufacturing
Case Study: Redesign of a High-Performance Cable Guide and Conduit using AM
The Centre for Additive Layer Manufacturing (CALM) at the University of Exeter has recently worked with the Manufacturing Technology Centre (MTC) and Thales UK, to showcase how Additive Manufacturing (AM) can be used with high performance polymers such as PEEK, to produce production parts for high value applications.
A full article of this case study was published by TCT - TCT article, with a shorter version provided below:
Richard Davies1, Paul McCutchion1, Farhan Khan2, Hoda Amel2, Philip O’Gara3, Yaan Liu1, Oana Ghita1
1Centre for Additive Layer Manufacturing (CALM), University of Exeter, North Park Road, EX4 4QF
2Manufacturing Technology Centre (MTC) Ansty Park, Coventry, CV7 9JU
3Thales Underwater Systems, Ocean House, Throop Road, Templecombe, Somerset, BA8 0DH
The Centre for Additive Layer Manufacturing (CALM) at the University of Exeter has recently worked with the Manufacturing Technology Centre (MTC) and Thales UK, to showcase how Additive Manufacturing (AM) can be used with high performance polymers such as PEEK, to produce production parts for high value applications. In recent years there has been rapid developments in the sector in terms of both equipment and materials. However, the challenge in identification of suitable applications still exists, together with a gap in knowledge for how best to approach building these components. This case study attempts to showcase some of the steps required, whilst providing a brief overview of the technologies available.
The team was keen to establish how the technology could be beneficial for production parts, and through discussions Thales identified a suitable product to investigate; a cable guide and conduit for optical fibres employed in one of its underwater systems. From this, all partners worked together to develop a new design, before printing it in Exeter’s EOS P 800 system, using PEEK material.
Previous cable guides were metallic components of simple design, routing conventional copper conductors. The use of optical fibres required a more complex geometry and Thales designed a single-part assembly utilising Victrex 450 PEEK (for corrosion control) and an internal S-channel to guide the fibres. However, this structure could not be achieved through conventional manufacturing routes, which necessitated the use of a 4-part assembly to achieve the same result (Figure 3) with increased part count and assembly operations.
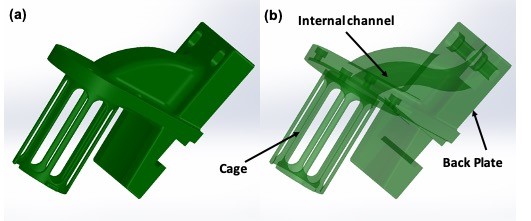
Figure 1 Integrated machined Cable Guide and Conduit (a) side view and (b) side view with internal features.
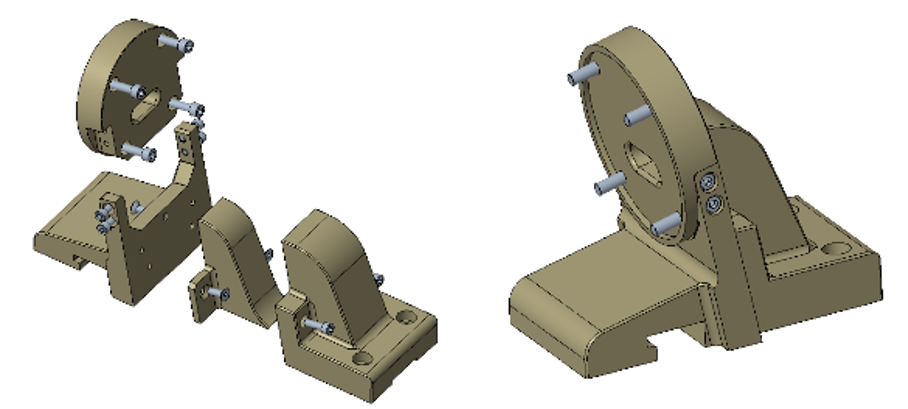
Figure 2 The four pieces bracket connector assembly: exploded view (left), assembled (right)
This seemed an ideal opportunity to investigate AM to enhance the product (e.g. reduce mass), and provide manufacturing improvements, whilst having the option of using the same grade of material.
The component had key features which needed to be maintained:
- The internal channel and the cage dimensions incorporating an O-ring seal.
- The component is required to resist pressure (20 MPa bulk compressive strength), have good water resistance (no porosity or porous structures) and achieve a finish of 0.8 µm Ra (at the O-ring seal face) to allow good adhesion during additional process steps which includes over-moulding with elastomeric polyurethane (PU).
The R&D process followed is shown in figure 3:
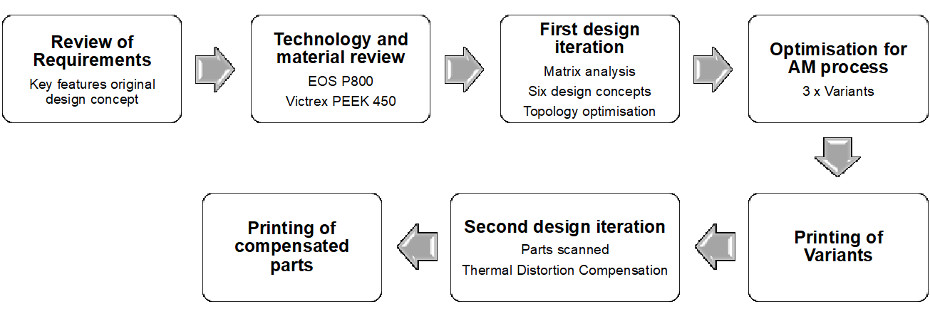
Figure 3 The R&D process followed
Technology and material review
The two additive manufacturing polymer-based technologies available at CALM, in Exeter, are Powder Bed Fusion (PBF) and Material Extrusion (MEX). The PBF system was selected as the inherent porosity of the parts produced by MEX was not considered a viable option, although developments in this area may provide opportunities in future.
The EOS P 800 high-temperature system was selected for the process. This uses a CO2 laser that can run at temperatures up to 385 °C5.

Figure 4 The EOS P 800 high-temperature PBF system uses a CO2 laser that can run at temperature up to 385°C
Materials - In this particular case study, Victrex PEEK 4507 has been used in powder form. Although not a commercial laser sintering grade, PEEK 450 has been qualified for use in Thales and therefore it is a material well understood by the material engineers and so was selected for both comparison purposes and for ease of integration into the organisation. However, it is accepted that other materials, including alternative materials from Victrex, may provide some improvements in performance. The CALM team also has hands-on experience of PBF with 450 PEEK and this knowledge helped optimise both the design and manufacturing process, with previous work carried out at Exeter providing the necessary input property data8.
Design reviews
Iterative design reviews were carried out using 1) FEA/topology; 2) lattice integration (internal, external and surface); 3) cage compliance redesign and 4) tube thinning, in relation to factors such as redesign lead time, technology readiness level (TRL), buildability in PEEK PBF etc.
The part was optimised for maximum stiffness subject to a reduced volume fraction, with more than 30% mass reduction and topology results modified using NUBRS (Non-Uniform Rational Basis Spline) modelling in order to achieve a smooth geometry.
The selected design was optimised for manufacturing and printed at Exeter. Four parts with four different designs were printed simultaneously for evaluation, with 60 hours manufacturing time from start to finish. This included powder loading, printing, cooling down, powder removal and cleaning.

Figure 5 (a) Parts set up within build volume (b) EOS P800 system powder bed in the building chamber and laser scanning during the PBF process operating in reduced build more; (c) powder cake after PBF process and printed parts were removed from the powder cake
These parts were then scanned at the MTC using a GOM ATOS Tipple Scan to determine deviation from the original design and any shrinkage/warpage incurred during the process.

Figure 6: Printed part (Variant 1) distortion plot (best fit) against CAD model, achieved by superimposing 3D scanned model with its CAD model.
Additional modifications were then made to the design to further optimise the parts for manufacturing and compensate for additional shrinkage and distortion.
Printing of the final design iteration
The final design was then printed again by the CALM team, using the same grade of material Victrex PEEK 450 and EOS P 800 system as shown in Figure 7.

Figure 7. Second redesign: printed Cable Guide & Conduit (compensated)

Figure 8. Second redesigned compensated Cable Guide & Conduit printed via PBF process using the compensated geometry. The back plate surface connecting to the baseplate showed differences in finish and slight subtle irregularities on the surface due to missing areas and defects created during the transfer of the scan model to the compensated model.
Case Study Evaluation
This case study contributes towards the evaluation of high performance polymeric AM technologies within Thales, guiding engineers in their choice of materials and AM processes, and will help define the next generation of products and manufacturing processes.
The final parts were inspected by the Thales team and they confirmed the expected benefits had been successfully realised, including 1) 1 ingle part eliminating the assembly stage, 2) reshaping of the original duct into two distinct channels which allowed the creation of a lighter part with less material wastage. The conduit was successfully attached to the additional parts within the system, with the internal finish of the channel providing a satisfactory surface finish for the application. The component’ back plate skins will follow a machining post-process to match the tolerances required in this application.
Dr Philip O’Gara, materials engineer at Thales explained that “It is not easy to evaluate the powder bed fusion process for high performance polymers in the UK. High performance polymeric AM in general is still emerging, and collaborations with experts in these areas at CALM and the MTC allows organisations such as Thales to stay at the forefront of knowledge and application developments. Such collaborations are also important to develop the skills of our design engineers”
Prof Ghita at the University of Exeter added, “This has been a great chance to collaborate with both the MTC and Thales to demonstrate the opportunity that exists within this growing sector of Additive Manufacturing.”
Dr Hoda Amel, Senior Research Engineer at the MTC also added, “Projects that bring experts and end users together are key in showcasing the potentials of AM. We at the MTC are keen to support industry in their AM journey with our in-house expertise or through collaborations with our partners”.
Collaborative research is ongoing to further expand the range of materials and processes available, whilst optimising them for emerging applications. If you would like to find out more about this UKRI funded case study, carried out as part of the Researcher in Residence programme, or about the capabilities at CALM or the MTC please contact calm@exeter.ac.uk or ncam@the-mtc.org.
References
1. Wade, M. SmarTech Publishing Research Note: How PEEK and PEKK Are Expected to Become the Most Profitable Segment in AM of Advanced Thermoplastics; 2017.
2. Yi, N.; Davies, R.; Chaplin, A.; McCutchion, P.; Ghita, O., Slow and fast crystallising poly aryl ether ketones (PAEKs) in 3D printing: Crystallisation kinetics, morphology, and mechanical properties. Additive Manufacturing 2021, 39, 101943.
3. Berretta, S.; Evans, K. E.; Ghita, O. R., Predicting processing parameters in high temperature laser sintering (HT-LS) from powder properties. Materials & Design 2016, 105, 301-314.
4. Jackson, B. VICTREX TO INVEST MILLIONS TO EXPAND PAEK 3D PRINTING WITH BOND 3D. https://3dprintingindustry.com/news/victrex-to-invest-millions-to-expand-paek-3d-printing-with-bond-3d-151083/; 2019.
5. Hoskins, T.; Dearn, K.; Kukureka, S., Mechanical performance of PEEK produced by additive manufacturing. Polymer Testing 2018, 70, 511-519.
6. Beard, M.; Ghita, O.; Bradbury, J.; Flint, S.; Evans, K., Material characterisation of additive manufacturing components made from a polyetherketone (PEK) high temperature thermoplastic polymer. Innovative Developments in Virtual and Physical Prototyping 2011, 329-332.
7. Victrex, VICTREX® PEEK 450PF data sheet. Avaiable: https://www.victrex.com/~/media/datasheets/victrex_tds_450pf.pdf. 2018.
8. Berretta, S.; Evans, K. E.; Ghita, O., Processability of PEEK, a new polymer for High Temperature Laser Sintering (HT-LS). European Polymer Journal 2015, 68, 243-266.
Published 18 June 2021